
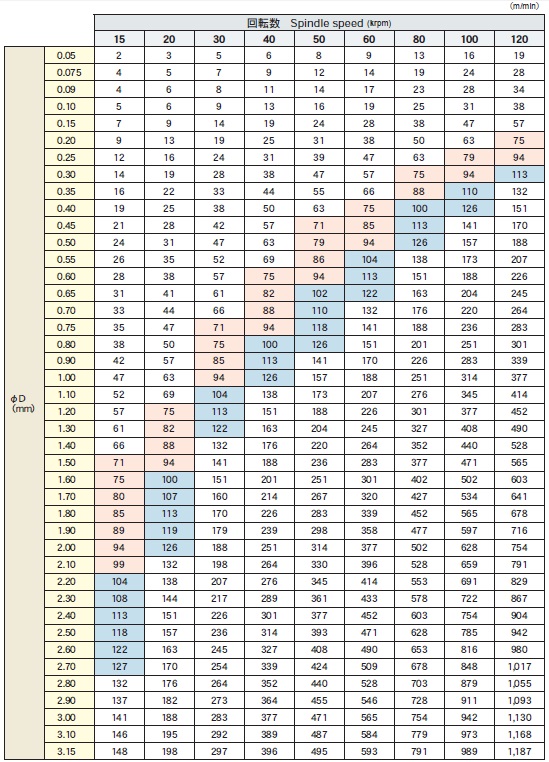
ドリル 回転 数 計算
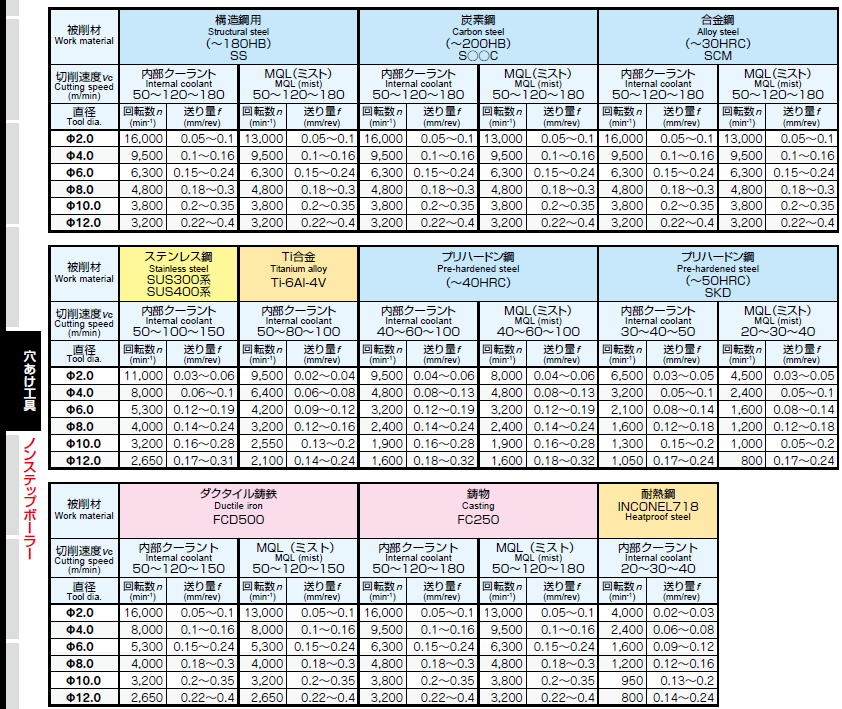
ドリル径 ステップ送り量(mm) φ0.05~φ0.4 D×0.1 φ0.5 ~φ0.9 D×0.2 φ1 ~φ3 D×0.2 ~0.5 ご使用の機械の当社の最高回転数が基準切削条件達しない場合は、なるべく安定領域で の高い回転数でご使用下さい。.
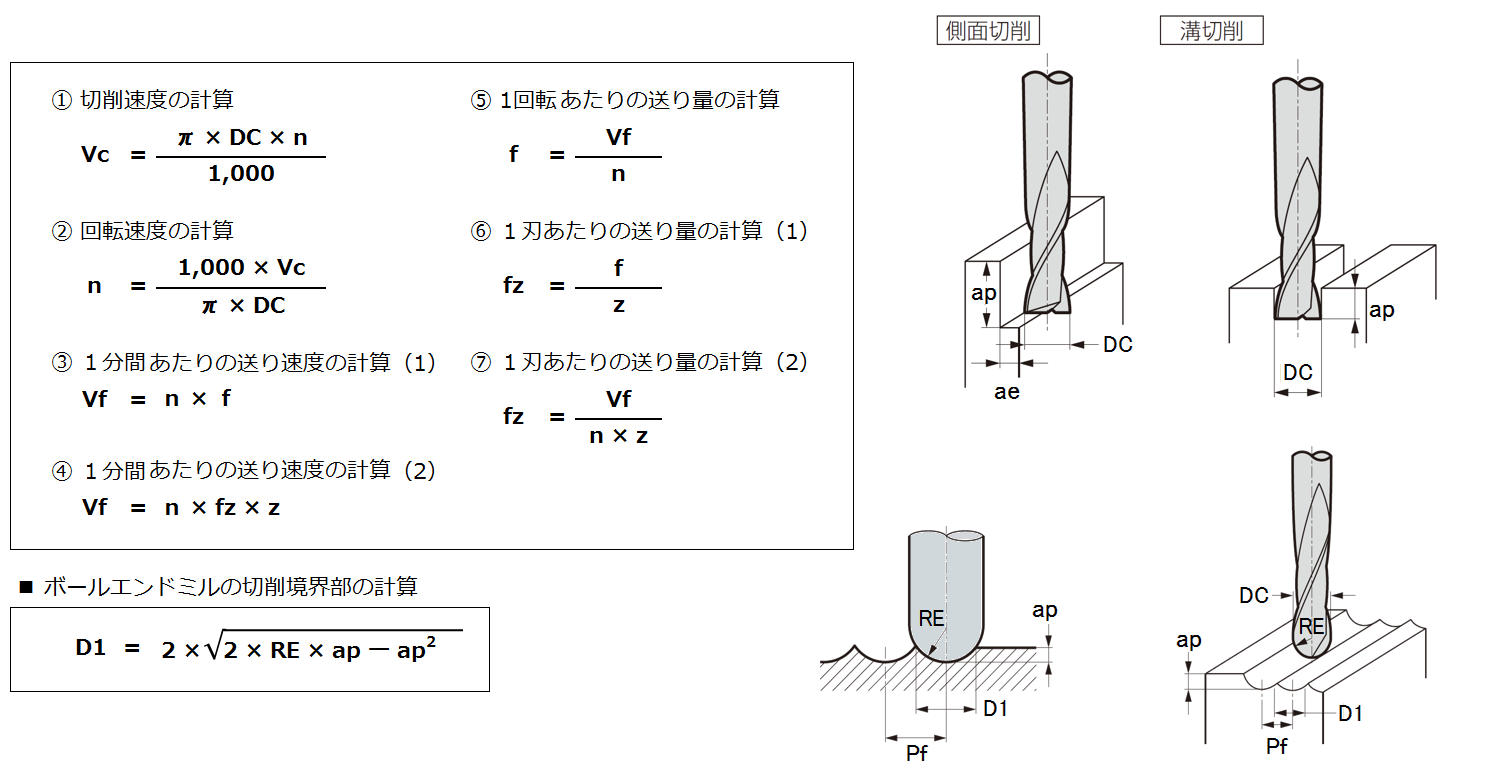
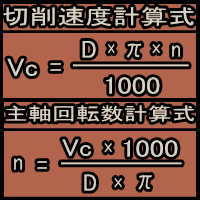
ドリル 回転 数 計算. 詳しくは参考資料を確認ください ・参考資料 回転速度 回転数 詳細表示. ドリルの切削速度は、切刃の位置(径)により異なるので、切削速度の推奨値としては、外周刃の切削速度と中心刃の切削速度があります。 Dはドリル径、nは主軸速度(ドリル回転数) 送り速度(Vf) 1回転当りの送り(fn)も重要です。. 回転数が決められており、最高でも1800回転まで。 推奨する切削条件に合わせることができない。 そんな時は、エンドミルの1刃あたりの送り量を調べる。 式は、 fz=F/(Z×N) F:送り速度 Z:刃数 N:回転数 計算すると fz=100/(2×5000)=0.01.
最適条件を導き出す切削条件計算機能もついています。 数値入力で切削速度、主軸回転数などの加工設定をサポート。 複数の数値を入力することで加工・コストを比較可能。 アプリはミリとインチに対応。 アプリのメニューは以下の通りです。. Vf = n(先に計算しておいた回転数) x fz(1枚刃送り) x Z(刃数) 簡単でしょう? 上の計算式は是非ともメモっておいてください!! もしも計算した回転数も回せない場合はどうするか? 機械によっては、推奨回転数も回せない場合があったりします. ・・・「 回転の速さ (S)」 まず、ドリル.
計算方法については参考資料を参考ください ・参考資料 ドリル送り速度. 送り速度、(v f) m/min. ドリル, 切削条件, 加工時間, 回転数, 穴あけ, 計算式, 送り量 現場を変える、切削工具レンタルサービス。 ツールリメイクでは、これまで切削工具を使う現場で起こっていた「ちょっとだけ、すぐに使いたい!.
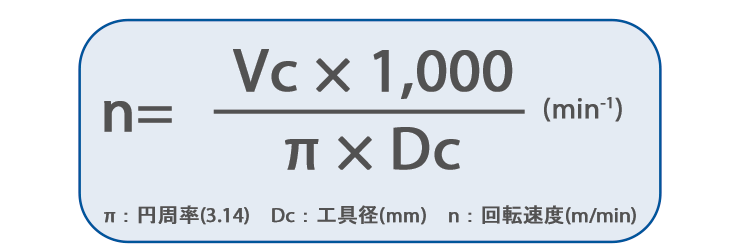
D1 (mm):ドリル径 n(min -1 ) :主軸回転速度 求めたい項目をチェックし空欄2箇所に数字を入力し、 計算ボタンをクリックして下さい。. マシニング加工などのドリルの回転数などについて質問があります。最近、マシニングを任されるようになり勉強中です。そこでドリルの回転数を求めるときに簡単な計算がありました。 S= × ÷ドリル径?といった感じです。メモした紙をなくしてしまったので、だれか教えてください!それと. 主軸回転速度(1回転当りの送り fr=zxfz) fz(mm/t.):1刃当たりの送り量 求めたい項目をチェックし空欄3箇所に数字を入力し、計算ボタンをクリックして下さい。.
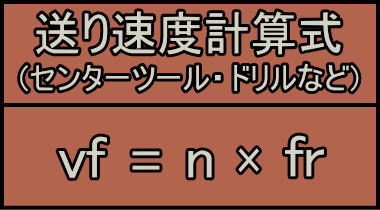
回転数m/min min-1 ALD、TiCN coatingは切削速度(回転数)について下記条件の30%アップを推奨します。 被削材 軟鋼 炭素鋼 合金鋼 調質鋼 鋳鋼 ステンレス アルミニウム;. 最高回転数まで達しないときの 加工時間秒 T 3 : 最高回転数まで達するときの 加工時間秒 f : 1回転当たりの送りmm/rev n : 主軸回転数min-1 n max : 主軸最高回転数min-1 D 1 : 被削材の最大径mm D 3 : 最高回転数に達した時の直径mm Vc : 切削速度m/min. 主軸回転数 x 1回転当たりの送り量 = 送り速度.
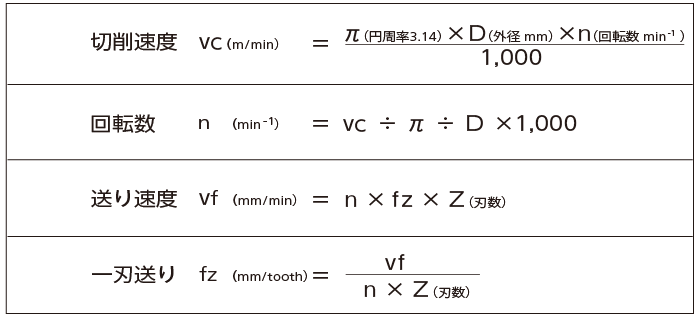
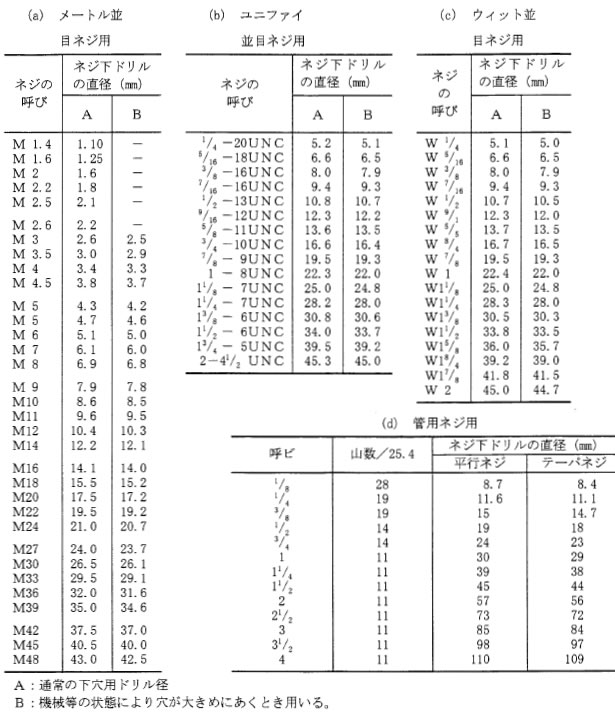
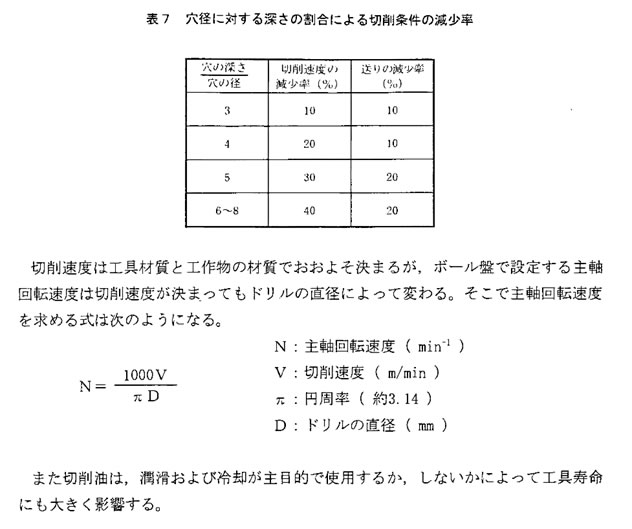
・ドリルの先端とポンチ穴を一致させる。 ④ 回転数(,送り)をセットする。 ・ ドリルの径、被削材の材質から、ドリルの回転数、送りを 、表より選び、セットする。 ⑤ 穴あけ ・ 手動あるいは自動で、送りをかけ、注油しながら穴あけを行う。 4. 鉄工ドリルで鉄板を開ける場合回転数と押し付け力が関係してきます。 一般的に 穴径 回転数 押し付け力 ~3mm 3000回転以下 10kg ~5mm 00回転以下 15kg ~8mm 1500回転以下 kg ~10mm 1000回転以下 25kg ~13mm 600回転以下 30kg ぐらいが目安だと思います。. 工具直径と刃数は使用する工具が決まれば固定で、円周率は常に3.14で固定です。つまり計算によって求めるものは、主軸回転数、送り速度、切削速度、一刃送りの4つになります。以下に式を示します。 主軸回転数 = (1000 × 切削速度) / (円周率 × 工具.
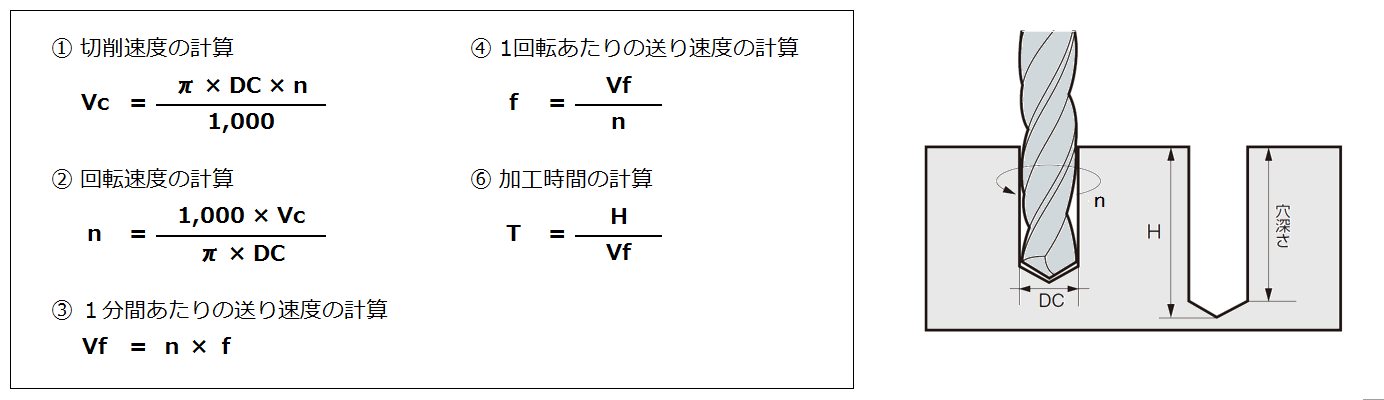
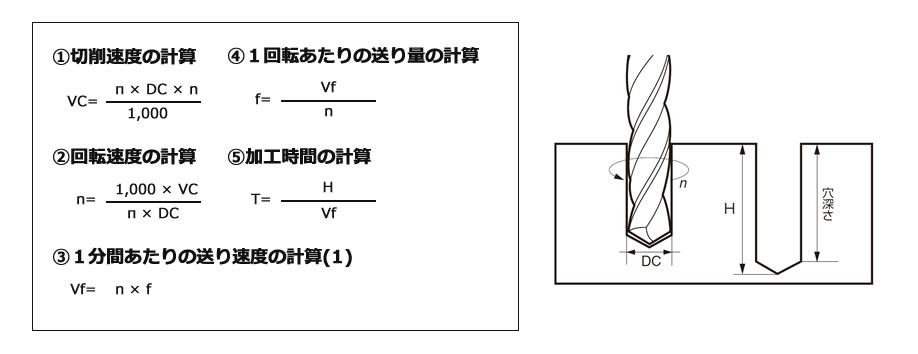
⑤切削加工時間 (旋削) ・回転数一定 外径切削 端面切削 ・切削速度一定 外径切削 端面切削 T : 切削加工時間 (min) L : 加工長(mm) f : 送り(mm/rev) n : 回転数(min-1) π : 3.14 円周率 D : 被削材直径(mm) Vc : 切削速度(m/min) D1 : 加工径(mm) D2 : 最大回転数の範囲 d : 内径(mm). 例 Φ6.0のドリルを使って主軸回転数1000min-1 、1回転当たりの送り量0.1mmで穴加工をするときの送り速度は 1000×0.1=100 100mm/min. 電動ドリルには様々な回転数の機種がありますが、作業用途によって最適な回転数が変わってくるので注意が必要です。 一般的に、 回転数が高い機種(2,000min -1 以上)は金属への穴あけに向いており、回転数が低い機種(2,000min -1 以下)は木材への穴あけ.
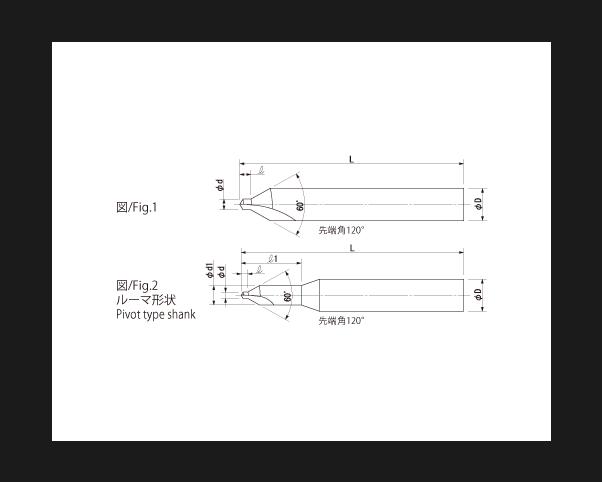
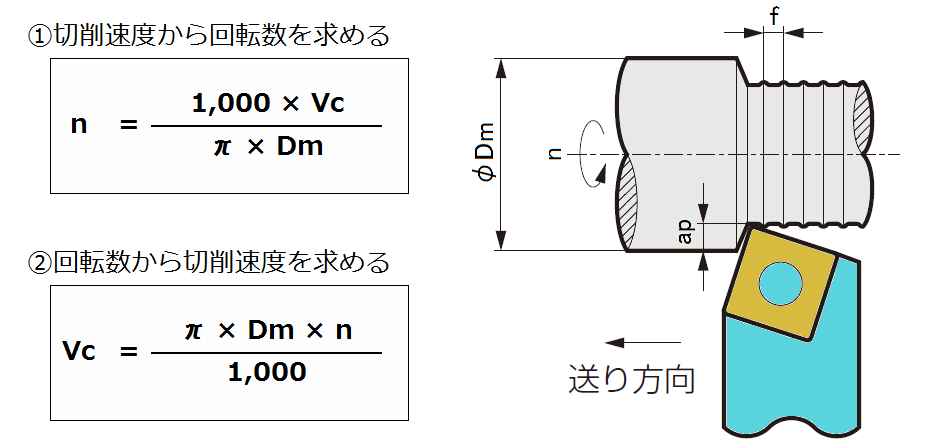
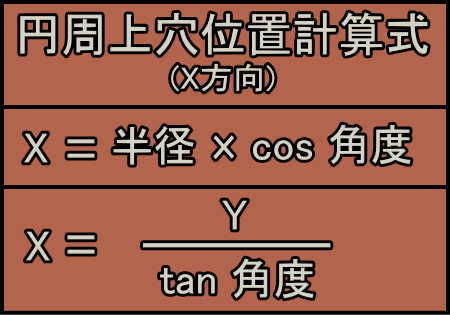
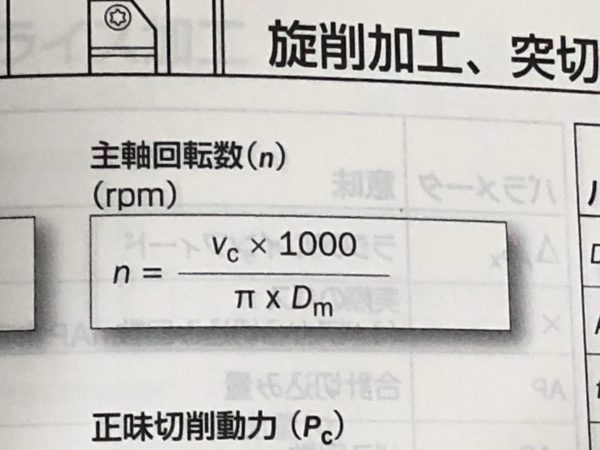
(例題) 主軸回転速度1350min-1 、ドリル径φ12で穴あけをする。 このときの切削速度を求めると、 (答え) 公式に π=3.14 DC=12 n=1350 を代入すると、. 周速度 = 直径 × π × 回転数. 最大面取り径 mm CB 65 HSS 35 CB 50 HSS 25 CB 40 HSS CB 25 HSS 12 CB 70 HSS.
スピンドル回転数、(n) rpm スピンドル回転数 (n) rpm:. 主軸回転数(s) = 切削速度 × 1000 ÷ 直径 ÷ π 主軸回転数(s)から、送り(f)を求めることが出来ます。 送り(f) = 主軸回転数(s) × 刃数 × 一刃あたりの送り 一刃当たりの送りを計算したいときは式を展開して、 一刃当たりの送り = 送り(f) ÷ 主軸回転数(s) ÷ 刃数. <研削加工の計算> 回転数と周速度の 計算式 <切削加工の計算> 旋削加工の 計算式 <切削加工の計算> フライス加工の 計算式 <切削加工の計算> エンドミル加工の 計算式 <切削加工の計算> 穴あけ加工の 計算式 <ロータリードレッサの計算> 周.

小泉測機 Machinist Calc

Amazon Co Jp Sk11 六角軸コンビタップドリル M4 0 7mm Diy 工具 ガーデン
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
ドリル 回転 数 計算 のギャラリー

エンドミルの切削条件が重要な理由とは 計算方法と合わせて詳しくご紹介 さくさくec 切削工具の専門通販サイト
Http Www Tetras Uitec Ac Jp Files News 16 Concours Kaicho 1 17 Pdf

Mhs 三菱マテリアル株式会社

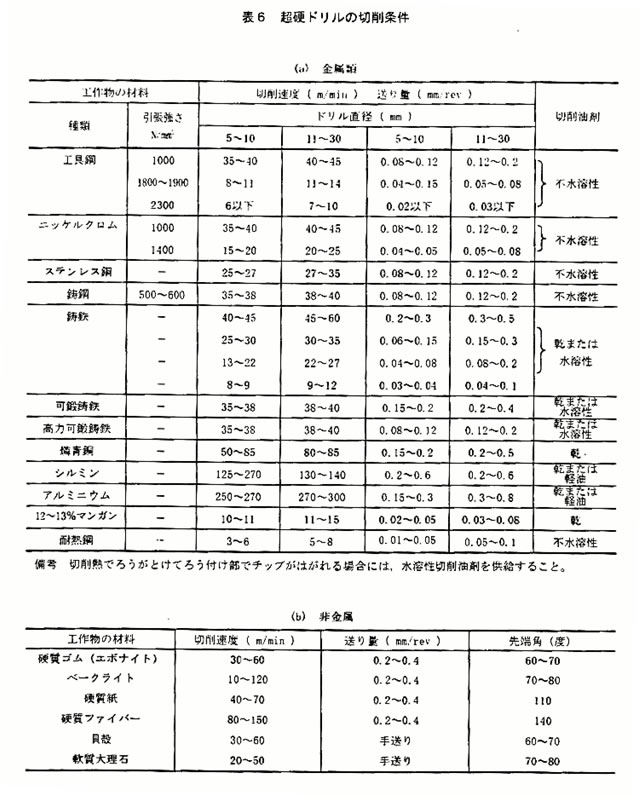
超硬ドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
超硬ドリル 推奨切削条件 技術情報 Misumi Vona ミスミ

Tazuna Nop Coolant Unit ユニット型クーラントポンプ
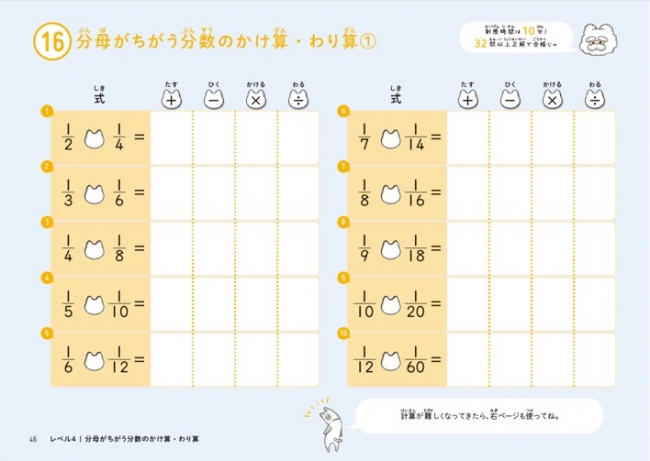
ゲーム感覚で計算力アップ 学研プラスのドリル 4ます連算 リセマム
Www Muraki Ltd Co Jp Tool Products Cut Pdf S Nine9 02 Ncspot Technical Data 11 Pdf
動画で勉強 ドリル加工の加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog
交通事故ドリル
超硬ドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
リーマ 推奨切削条件 技術情報 Misumi Vona ミスミ

ドリルの座屈を丸棒に近似 アカンw して計算してみた 4畳半 Aでニート
不二越 ドリル エンドミル切削条件計算 アプリ

ボール盤 穴空け の回転数 Alumania Information

ボッシュ Gbh2 28 28mm ハンマードリル Sdsプラス 送料無料

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
Www Tungaloy Com Wp Content Uploads Fl Soliddrill Manual J Pdf

毎日のドリル 小学3年 もっと計算力
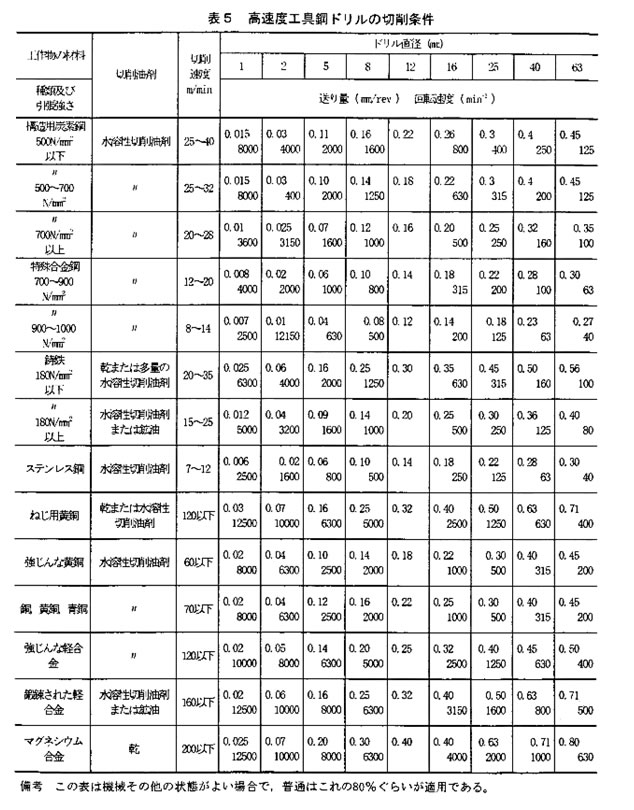
ハイスドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
Http Hoshirt Lspitb Org Doc Kikai To Kougu H27 10 Ac5 Pdf
第15話 プリント基板設計の落とし穴 危険な大径スルーホール Club Z
超硬ドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
ハイスドリル 推奨切削条件 技術情報 Misumi Vona ミスミ

電気ドリルで穴をあける方法 手作業の難しさ 機械組立 制御盤組立の部屋
ハイスドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
やさしい実践 機械設計講座

エンドミルの切削条件が重要な理由とは 計算方法と合わせて詳しくご紹介 さくさくec 切削工具の専門通販サイト

Mastercam 関連製品 Jbmオリジナル 製品紹介 ジェービーエムエンジニアリング
Ncソフト

Amazon Co Jp Sk11 六角軸 ステンドリル 適長 ノーマル 10 0mm Diy 工具 ガーデン
Hgセンタードリル イワタツール

2月号 第170号 メールマガジン ダウンロード オーエスジー
動画で勉強 ドリル加工の加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog
Www Kagoshima It Go Jp Pdf Kenkyu Report Kenkyu Report 15 09 Pdf
切削条件 計算のまとめ 金属加工 ものづくり初心者のメモ帳 Mc マシニングセンター Ncプログラムの学習
超硬ドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
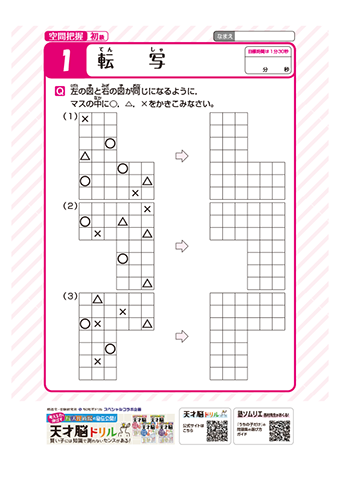
天才脳ドリル 受験研究社 ちびむすドリル 無料ダウンロード 印刷 ちびむすドリル 小学生
マシニング加工などのドリルの回転数などについて質問があります 最近 Yahoo 知恵袋
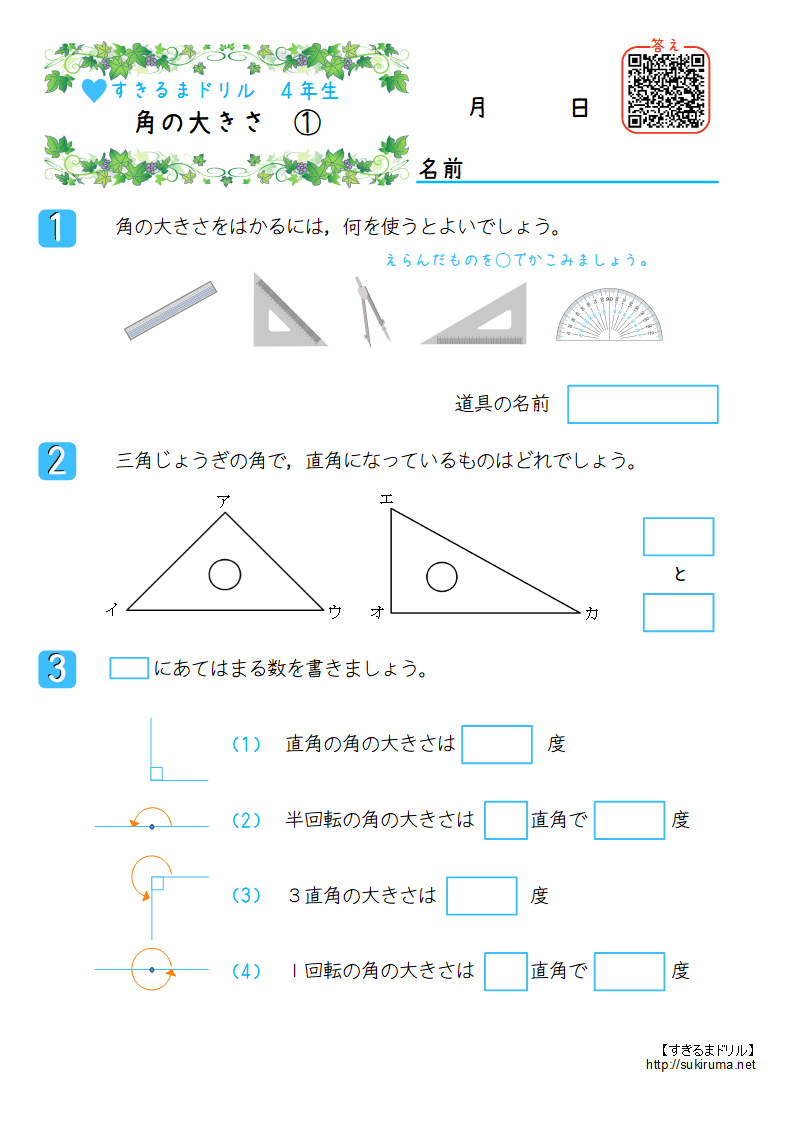
すきるまドリル 小学4年生 算数 角の大きさ 無料学習プリント すきるまドリル 無料学習プリント
Www Tungaloy Com Wp Content Uploads Fl Soliddrill Manual J Pdf
夏休みは挽回のチャンス 算数 数学のつまずきをゲーム感覚で攻略できちゃう 革新的計算ドリルが新発売 株式会社 学研ホールディングスのプレスリリース
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

加工計算ツール 穴あけ加工 住友電工ハードメタル事業部 住友電工ハードメタル株式会社

Ncスポットドリル ツールエクスプレス 本店
1月号 第169号 メールマガジン ダウンロード オーエスジー
Ncソフト
フライス加工 マシニングセンタを使った加工に必要な計算

金属切削加工でよく使う計算式 用語 技術情報 Misumi Vona ミスミ

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
プロが教える汎用旋盤の適切な回転数の設定方法 ネイトの汎用旋盤教室 不器用でも汎用旋盤が使えるようになる

穴あけ加工とは 現場レベルの知識をわかりやすく解説 特殊鋼なら販売 加工まで この道100年企業の専門サイト

建設現場だけでなくdiyや椎茸栽培にも有益な電動ドリル 種類や電動ドリルの基本を解説 Workers Trend
Q Tbn 3aand9gcsojikmzcyrt7w8algyx8xdndgs W6pxvw5ezatiheqhrloi5bi Usqp Cau

エンドミルの切削条件が重要な理由とは 計算方法と合わせて詳しくご紹介 さくさくec 切削工具の専門通販サイト
Techable テッカブル 海外 国内のネットベンチャー系ニュースサイト

切削条件計算式の使い方 Mitsubishi
Q Tbn 3aand9gct8iry3lmdj64gk9iizaychfphuurcjfjpjxtarlzliqed91chz Usqp Cau
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
切削速度 回転数 テーブル送りの求め方 日進工具株式会社
プロが教える汎用旋盤の適切な回転数の設定方法 ネイトの汎用旋盤教室 不器用でも汎用旋盤が使えるようになる
ハイスドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
やさしい実践 機械設計講座

拡径用ドリルビット
Ncソフト
楽天ブックス 基礎からのジャンプアップノート 理論化学 計算 暗記ドリル 橋爪健作 本

ドリル エンドミル加工がこれ1本で可能 不等分割 不等リードで高能率加工 株式会社 淵本鋼機
正負の数 の足し算 引き算 計算ドリル 問題集 数学fun
.jpg)
Ea801bc 2 13mm 650w 振動ドリル 正逆転 無段変速 株式会社エスコ

1994 号 nc工作機械の切削条件自動設定装置 Astamuse
やさしい実践 機械設計講座
天才脳ドリル 受験研究社 ちびむすドリル 無料ダウンロード 印刷 ちびむすドリル 小学生
フライス加工 マシニングセンタを使った加工に必要な計算

ボール盤 穴空け の回転数 Alumania Information
Www Tungaloy Com Wp Content Uploads Fl Soliddrill Manual J Pdf
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

1月号 第169号 メールマガジン ダウンロード オーエスジー
フライス加工 マシニングセンタを使った加工に必要な計算
フライス加工 マシニングセンタを使った加工に必要な計算

Mws 三菱マテリアル株式会社
フライス加工 マシニングセンタを使った加工に必要な計算
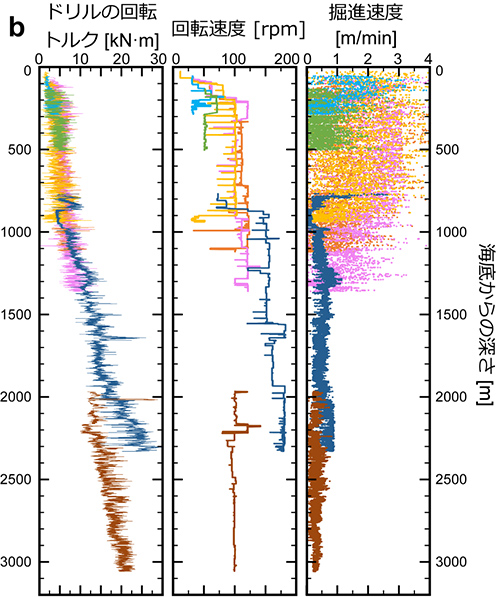
話題の研究 謎解き解説 プレスリリース 海洋研究開発機構

メルカリ セット 未使用 計算ドリル 計算プリント 小学校4年 ガチャピン ムック 参考書 333 中古や未使用のフリマ
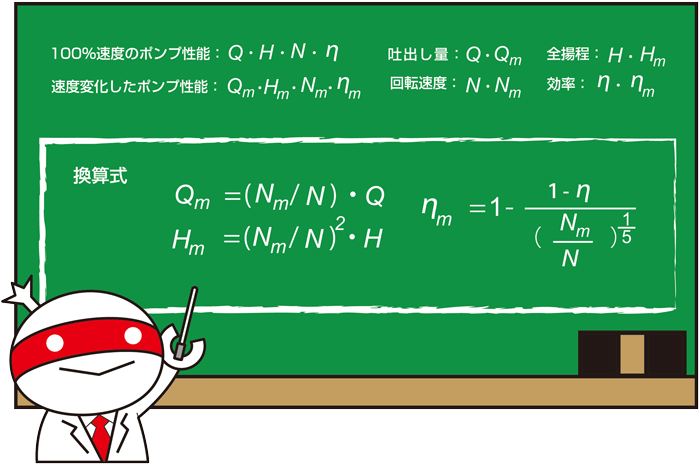
ポンプの回転速度の変化 通販モノタロウ
ハイスドリル 推奨切削条件 技術情報 Misumi Vona ミスミ

Amazon Co Jp Bigman ビッグマン スパイラルステップドリル12段 Ssd 2 Diy 工具 ガーデン

マントル掘削用ターボドリル計画初期の頃のタービン性能解析 流体機械設計による近未来に役立つエンジニアリング

文字式の代入と式の値 計算ドリル 問題集 数学fun

加工計算ツール 穴あけ加工 住友電工ハードメタル事業部 住友電工ハードメタル株式会社

Amazon Co Jp リリーフ Relife 座ぐりドリル mm Diy 工具 ガーデン
やさしい実践 機械設計講座
Gbh2 28 Bosch ボッシュ ハンマードリル 2kg 100v仕様 ぎおん 通販 Paypayモール
エンドミルの切削条件が重要な理由とは 計算方法と合わせて詳しくご紹介 さくさくec 切削工具の専門通販サイト
Q Tbn 3aand9gctlw6ifsc93wlahq1 Aquxjfe4g Asiicmzgcihz4xazg3poyn Usqp Cau
Q Tbn 3aand9gctcbrzdl9bf5uqslqsb3u0wlsjo0ckrgid2 Eyq7ip2mvzb5qsr Usqp Cau

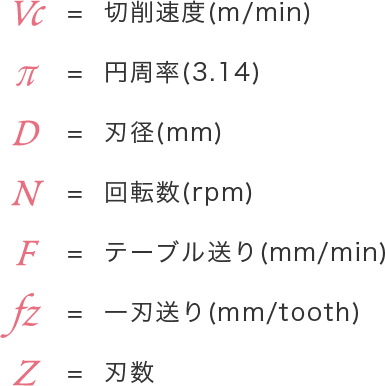
マシニング技術拡散協会 على تويتر 切削条件計算式 Vc 切削速度 M Min N 主軸回転数 Min Vf 送り速度 Mm Min Fz 1刃送り Mm Tooth Z 刃数 Fr 1回転送り Mm Rev Dc 工具直径 主軸回転数の求め方 N Vc X 1000 P X Dc 送り速度の求め方 エンドミル Vf N X
ハイスドリル 推奨切削条件 技術情報 Misumi Vona ミスミ
第15話 プリント基板設計の落とし穴 危険な大径スルーホール Club Z

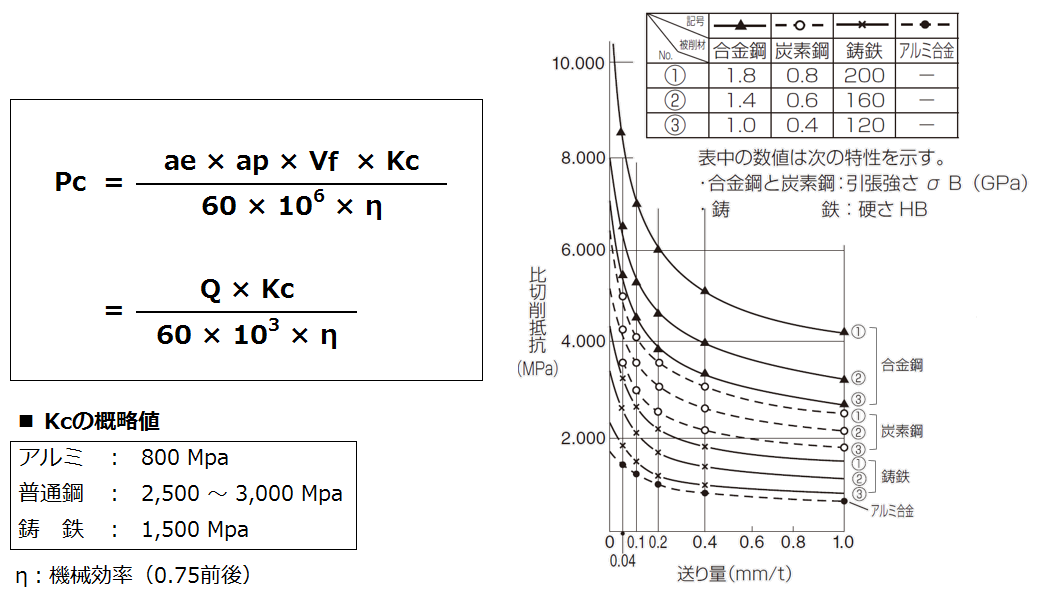
ドリルに働く力 Mitsubishi

スマイルゼミ 計算ドリル で計算が速くなる ドリル活用方法 気まぐれ主婦の日常 シンプルが好き



